Background:
Milk powder production is a delicate process. Getting the drying part right is crucial. If the airflow during drying isn’t right, the quality of the milk powder can be affected.
Problem:
A leading milk powder
Solution:
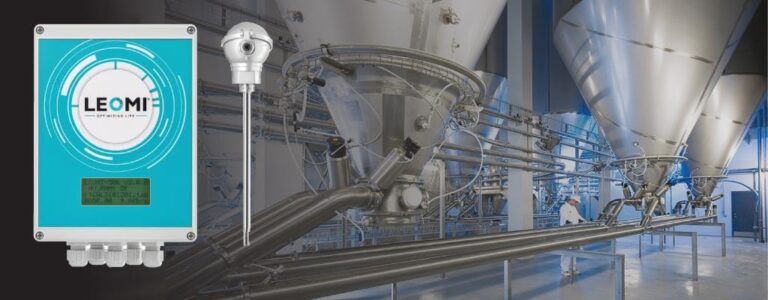
The manufacturer turned to Leomi for solution. Leomi provided them with their advanced hot air flow meters. These meters were easy to install and simple to use.
How Leomi’s Hot Air Flow
-
Consistent Quality: With Leomi’s meters, the manufacturer could see exactly how much hot air was flowing during the drying process. They could adjust it to get the perfect temperature and flowrate for optimum drying every time.
-
Easy Monitoring: The meters showed clear readings. The production team could check the airflow at any time and make quick changes if needed.
-
Cost Savings: With better control over the drying process, there was less waste. The manufacturer didn’t have to throw away batches that were too wet or too dry.
Results:
Thanks to Leomi’s air flow meters, the milk powder manufacturer improved their drying process. They now produce consistent, high-quality milk powder. They also save money by reducing waste.
Conclusion:
Leomi’s simple solution made a big difference. The right airflow is crucial for drying milk powder, and with Leomi’s meters, getting it right became easy.